
[:ru]Пробивка отверстий в металле[:]
[:ru]
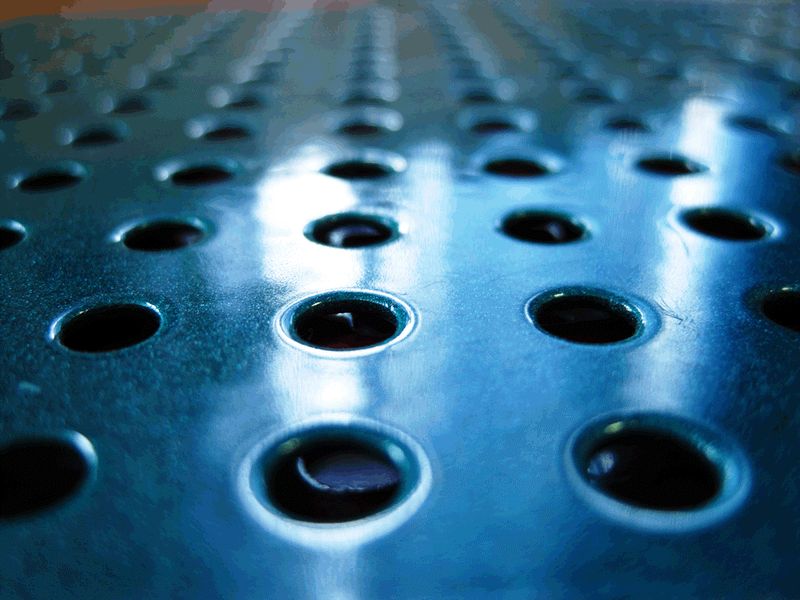
Пробивание отверстий в металле является одним из методов перфорации. Он очень популярен благодаря своей высокой производительности, относительно простому исполнению и отличным результатам. Компания «Металлист» предоставляет услуги штамповки на заготовках толщиной до 3 мм и гарантирует высокое качество, высокую скорость выполнения заказа и доступные цены на компоненты.
Суть технологии
Обычно просверливаются отверстия в металлических пластинах толщиной 0,5-4 мм, поскольку из-за конструктивных характеристик используемого станка практически невозможно использовать трубы и более толстые металлические пластины.
Сам процесс пробивки металла выполняется с использованием пуансонов-штампов и подложек. Перфоратор может иметь различные формы, что позволяет применять различные типы отверстий.
Полученный перфорированный лист может использоваться в различных областях и использоваться как часть металлической мебели, структурных рам, защитных чехлов и решеток.
Штамповка может быть выполнена вручную или автоматически.
Процесс выглядит следующим образом:
Заготовка помечена — центр будущего отверстия обозначен сердечником.
Маркированный лист вручную перемещается вдоль основания пресса, пока отметка не совпадет с центром пуансона.
Нажмите на пресс-пуансон, чтобы выжать часть металла из заготовки и оставить ее в основании.
Из-за ручного управления этот метод не может обеспечить высочайшую точность и производительность, поэтому крупные компании используют автоматические станки с ЧПУ.
Для автоматической штамповки используйте высокопроизводительный координатный штамп. Ранее программа вводила информацию о положении и форме всех необходимых отверстий в свою память еще до размещения заготовки на верстаке.
Современные машины также называют вращающимися машинами, потому что они имеют вращающиеся барабаны, в которых установлены пуансоны различных форм и размеров. В зависимости от программы они автоматически заменяются друг на друга без необходимости ручного вмешательства и остановки работы. Эта конструкция позволяет до 1500 отверстий в минуту.
В отличие от ручного метода, заготовка фиксируется на столе специальным приспособлением и перемещается в плоскости в соответствии с программой. В то же время во время работы индентор сначала прижимает металлическую пластину специальным зажимным кольцом для фиксации рабочей зоны, а затем использует соответствующий штамп.
Благодаря использованию вращающихся инструментов, станок также можно использовать для перфорации сложных форм. Кроме того, у него есть другие функции, которые могут производить жуки, формованные и неполные штамповки, что значительно расширяет возможности производства.
Преимущества включают в себя:
Высокая скорость производства на станках с ЧПУ.
Высокая точность — до 0,05 мм.
Возможность ручной штамповки.[:]


Ответить
Хотите присоединиться к обсуждению?Не стесняйтесь вносить свой вклад!